UV-ozone follow up
So I think I have confirmed that PDMS is at least one of if not the major contributor to the contact angle problems in the UV-ozone system.
Control image before any treatment:
I then dried the chip and placed it in the UV-ozone system with two slides that each had two strips of PDMS. Since there was some debate about whether baseplate heating was required to cause this problem – I opted for the most conservative test and ran the system for 10 minutes with the temperature set below ambient. Here is a picture of the two slides with PDMS strips: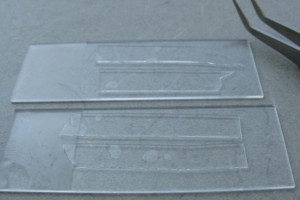
After 10 minutes of UV-ozone with the supplemental system running – I noticed the baseplate temperature reading rise from 19.2C to 24.6C (the controller was set to 19.0). The temperature of the solid metal stage rose 5.4C in just 10 minutes – An indication that there is significant energy added to the system.
The chip did not show any signs of a contact angle reduction after this 10 minute treatment (this is the same type of no-change Nakul and I saw last week):

I did a quick 10 minute “clean” with the vacuum line on, then re-ran the chip under the same conditions (again without heat). The contact angle dropped significantly this time.

I cleaned the system for an additional 15 minutes and ran the chip at elevated temperature (150C). The contact angle dropped further:

Conclusions: PDMS in the UV-ozone system prevents reduction in contact angle (and surface cleaning?)
Even with just four strips of PDMS on two glass slides, it was enough to prevent contact angle decrease even when run at ambient temperature. A quick cleaning resulted in the next run producing a significantly smaller contact angle even though the conditions were unchanged (ambient temp).
A second cleaning and elevating the temperature further decreased the contact angle.
Someone should also look into the long term stability of the ozone treatment. As I recall, when it was new, we were seeing reduced contact angle for well over a week. I’m concerned that there could still be background contamination, but not enough to immediately affect contact angle. I suspect the longevity of the contact angle lowering may be more sensitive. We also need to determine if the ozone cleanup is permanent, or weather the chamber self-contaminates over time. If the volatile contaminant as worked its way into porous area and crevices, it can work its way back into the main chamber over time, even if no new contamination is introduced.
Now that we have seen contamination problems in this tool, some level of maintenance should probably be done. There’s nothing wrong with wiping down the stainless steel parts with a cleanroom wiper and some IPA – both readily available in Hopeman. Also, one of the screws that anchors the heating element to the sample plate appears to be backed out 1/8″, so the thermal contact is poor. Coincidently, the heating element is slightly blackened near this screw, indicating that it could be super-heating. I can do some quick rehab on it, but since I seldom use the tool, I’d prefer to help a more regular user, who can then do it more often and run Tom’s contamination test. Volunteers?
I tightened up the system this morning. The whole plate was slightly loose, including the backside. I still think the blackening is due to the metal debris (from metal lid on metal baseplate) being drawn into the nearby vacuum port.
Hi everyone, i will maintain the UV Ozone unit as i am one of the more frequent users, and going through the suggestions that Chris made.
Henry – when you wipe down the chamber, it’s critical that you use the good Alpha Wipes, not the cheap Texwipes. Very Important!! Texwipes would do more harm than good, as they contain some background particles and also have a surfactant coating. Dave and I use the Alpha Wipes on all the vacuum equipment, and they work quite well. Thanks.
We have a pack in Hopeman that you can use.
Order them here.